18 E Black Horse Pike | Williamstown, NJ 08094 | (609) 561-9323Pipe flange manufacturer for over 50 years! Made in the USA!
Month: February 2020
It’s Not Easy Being Small and Fast
It’s Not Easy Being Small and Fast
Piping Supplies Inc is a very small fish in a huge industrial ocean. For over 50 years, that is how it’s been. Instead of seeing our small size as a disability, we see it as an asset.
We can not purchase in large volume at low prices. We can not afford huge marketing budgets. We don’t have cutting edge equipment.
What we have easily makes up for all of that. We know all of our customers and vendors by name. We know our industry intimately. And, we can make parts, even special items, in small quantities so fast that it makes our competition wondering how we do it.
The problem we have is working with large organizations … like the Navy for example. Big organizations move sooooo sloooooow. It’s frustrating. We make decisions quickly and act quickly. Sometimes it’s hard remembering that other companies have many levels of decision making and lots of CYA (cover your ass) involved. Bad for them and bad for us when we are trying to complete a project like updating our website and internet presence.
Joe Walker – Owner
How to Create an ANSI B16.5 Reducing Weld Neck Flange
How to Create an ANSI B16.5 Reducing Weld Neck Flange
ANSI B16.5 allows for reducing flanges. Reducing weld necks are an elegant solution to a common problem. Something has a particular flanged outlet but you want a smaller size pipe attached to it. The problem is that, for most commercial flanges whose dimensions are described by ANSI B16.5, reducing weld necks are not addressed. Section 3.3 of B16.5 mentions reducing flanges and refers to Table 7 which explains about reducing threaded flanges but not weld necks. That doesn’t mean that you can’t make them. Here is how it works:
Specify the larger size flange that you want to bolt to and the pressure class. Specify the smaller pipe size and wall thickness (schedule pipe) that you want to come out of that outlet. Specify the face type that the larger outlet has (raised face, flat face, ring-type joint RTJ, etc). Specify what metal do you want. Example: 4” X 2” 150# RF Reducing WN Sch-40 B16.5 A105.
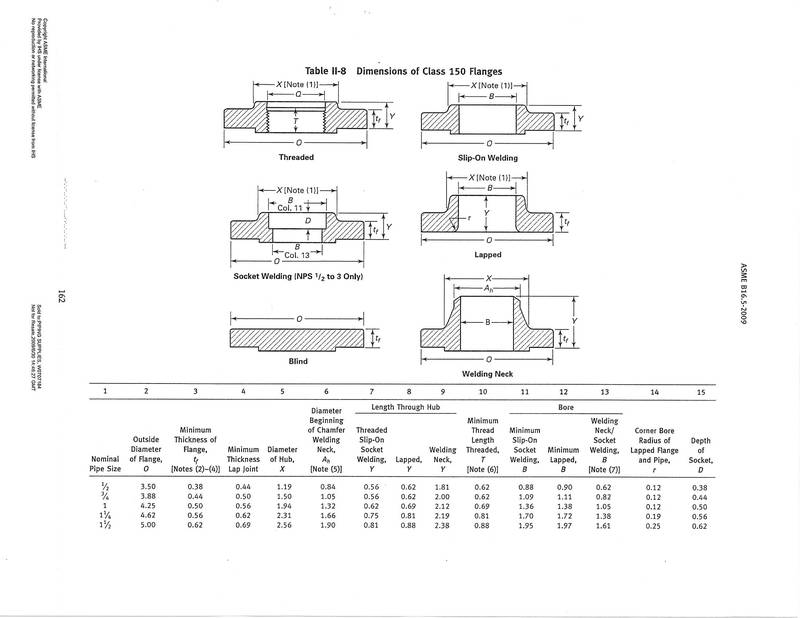
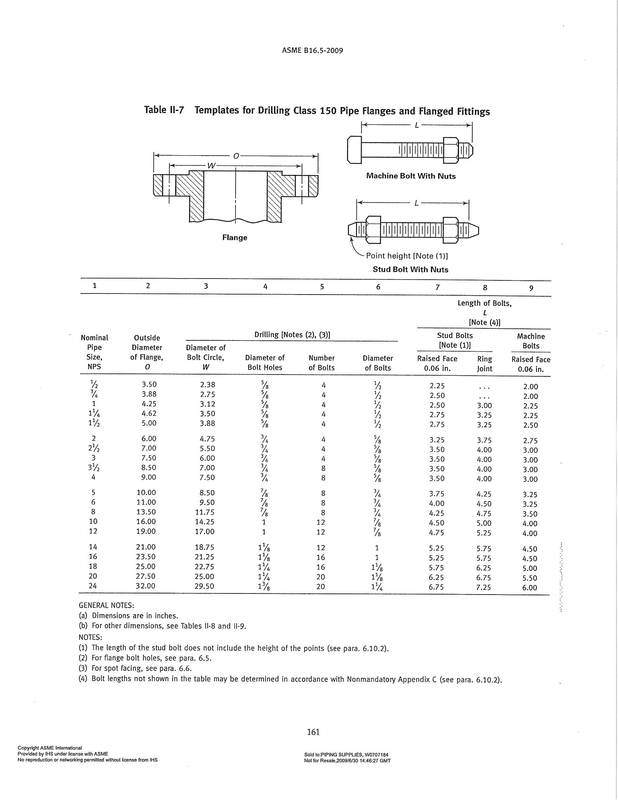
Now let’s look at the following tables from ANSI B16.5 to see what flange you would get. The outside diameter of the flange, O, the body thickness, Tr, raised face dimension, R (specified on Table 4 for all flanges), and bolt pattern will all be for a 4” 150# flange. O = 9.000” Tr = .88” + .062” for the raised face height = .940” R = 6.190” Drilling = 8 – .750” holes on a 7.500” Bolt Circle
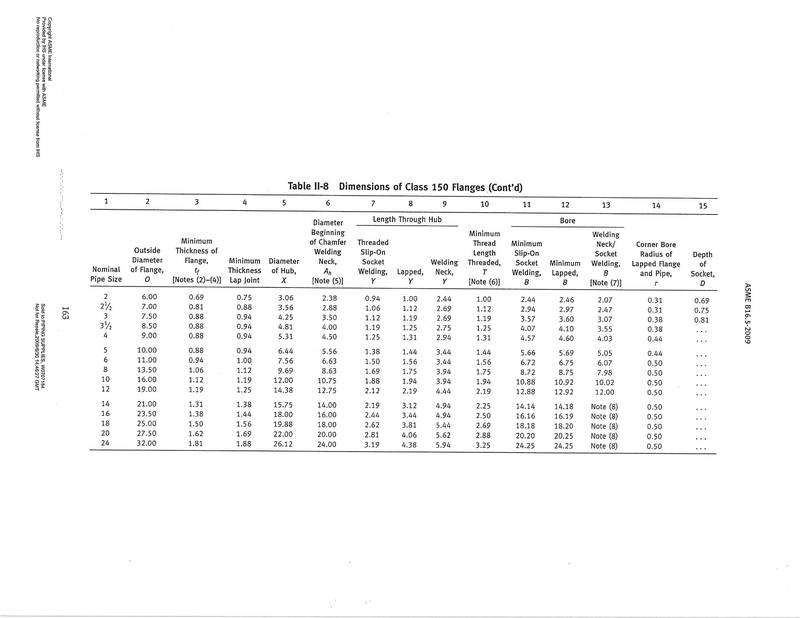
Next we incorporate the 2” reducing hub to the 4” body. The hub diameter, X, the beginning diameter of the chamfer, Ah, and the bore size for a 2” schedule 40 pipe, B, are all taken from the 2” 150# line of the table: X = 3.060” Ah = 2.380” B = 2.067”
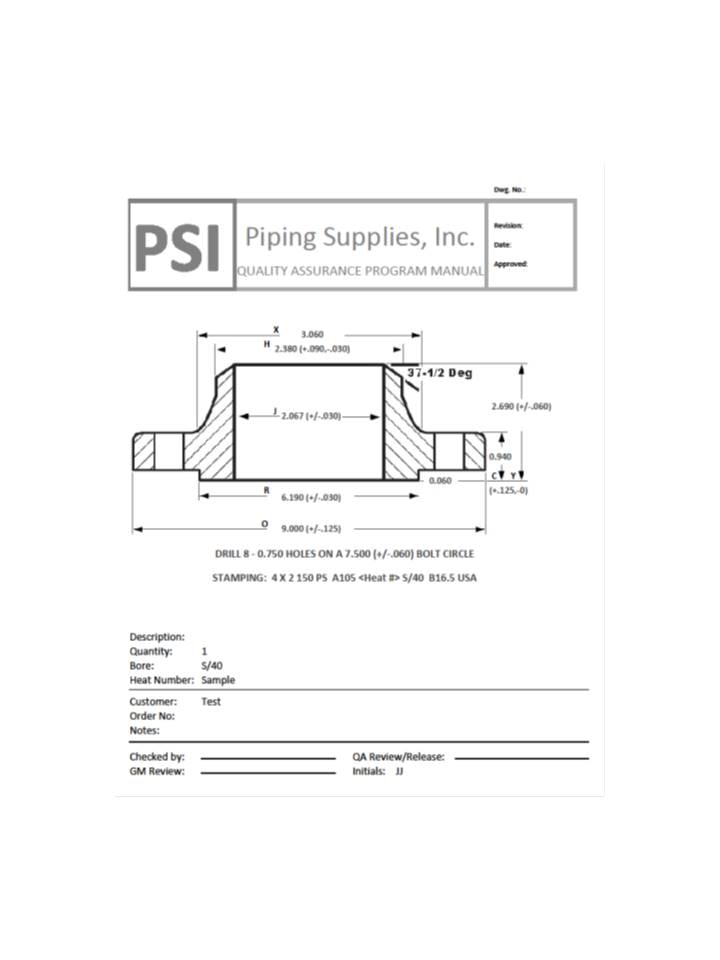
The only dimension left to determine is the length through the hub, also called the over-all length or AOL. This is important because some engineer probably wants to make this assembly part of a larger system of a certain length. To do this we need to do a little math (oh, no!). We are going to figure out the height of the hub only for a 2” 150# weld neck and add it to the body thickness of the 4” flange. In our example the 2” weld neck has a length through hub of 2.440” and a body thickness of .690” which, when subtracted (hey, I warned you there was going to be math involved) gives us a hub height of 1.750”. Now let’s add that to the body thickness of the 4” 150# flange, Tr, from above of .940” to get the reducing hub length, Y, of 2.690”. That is a good bit shorter than the 3.000” of a standard 4” 150# weld neck. Check out the shop print for our finished reducing flange. We hope that this helps you understand reducing weld necks a little better. Reducing slip-on and reducing threaded flanges are much simpler … but that is a topic for another time.
This is the finished product
A Machinist Fairy Tale
A Machinist Fairy Tale
A long, long, time ago there lived a designer of mechanical things who thought up this amazing new type of horse shoe. He brought his idea to the blacksmith who threw up his hammer and exclaimed, “I have great skills, but that can’t be made!”. So began the historic struggle between engineers and machinists.
That struggle continues today but I don’t understand why. Yes, there are times as a machinist that I get prints with incomplete information or RFQ’S that are imposible to quote because the purchasing person doesn’t know the answers but, for the most part, I have always gotten along with engineers.
I admit, I am prejudice. Even though I have never been a practicing design engineer, I do have my degree in that discipline. But that aside, I find that working directly with the engineers on a project is really efficient and usually turns out well for me and the machine shop. I get direct answers to direct questions, usually very quickly. I get the important information that I need to make parts right. And, I get their humor!
If I had a wish (after all, this is a fairy tale) it would be that engineers work with machinists, fabricators, and installers closer to the beginning of a project. Even more amazing things would be made!
SEO ROI?
Is Hiring a SEO Company Worth it?
We are venturing into the weird world of internet SEO (search engine optimization). This is a bunch of hocus pocus that is supposed to, magically, make our company’s website found by the perfect people we can help with our machine shop and the products we make. So far, our experience has not been great. We spent a lot of money (for us) making a new website that is supposed to be easier for search engines to read and find. Seven months later, it is just OK and there are several aspects of the website that don’t work … like our blog posts.
This post is my attempt to fix the blog post issue myself. So, if I can fix the website myself, what else can I do myself? Basic SEO infrastructure on my website?
I am confident we chose a reputable company to re-design our website and do the SEO work. I just need to start seeing results faster. For more on my thoughts about being a small agile company, see my next blog post.